“表”と書き、“オモテ”と呼ばせる。「表にする」といい、作業の進行状況・問題点等を表面化し、把握することを意味する。たとえば、標準作業組合せ票。これはタクトタイムを基準として、人と機械の仕事の時間的経過を表にするためのものである。
標準作業: 2008年1月アーカイブ
作業改革とは、仕組みを変えることであり、それには生産の流れの中で、物の配置を明らかにし、作業のやり方、進め方を決め、一切のムダを取り去り、標準作業を基本として改革していくことである。
作業を行うのに必要な機械の操作、治具の交換、段取り替え、加工作業の方法等、作業上とくに必要な注意事項を記入したものをいう。(図58)
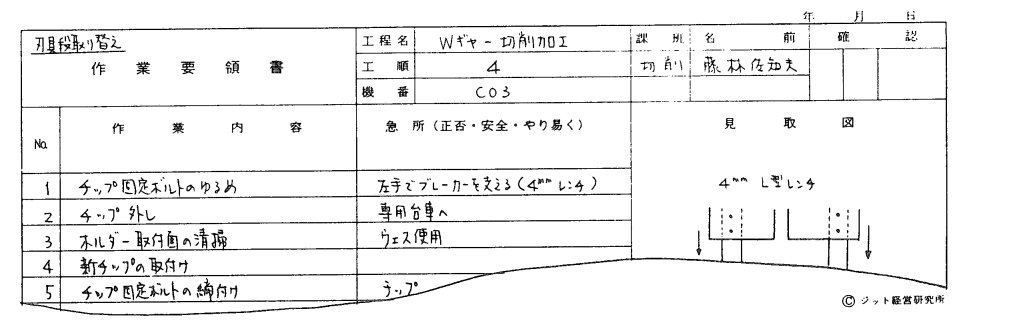
図58 ●記入例『ジャストインタイム生産革命指導マニュアル』、p.702より
作業を順序どおりに行った1サイクルの最小時間のことをいう。実質的な加工作業のみにかかる時間を意味し、何回かに1回行う品質チェックや刃具交換時間は含まない。標準作業票のチェック項目の1つでもある。
工程内の仕掛品の個数のことをいう。機械の脇に置いてあるものだけでなく、機械に取り付けてあるもの・自動送りで人離しになっているものも含む。とくに作業を進めるうえで最低限必要な個数を「標準手持ち」という。多過ぎる手持ちはムダである。
関連用語: 標準手持ち
日々いくつずつ造ればよいかという1日当たりの生産量・必要数のことを指し、次の式で求められる。
日当たり数=月産数(1ヵ月の必要数)/稼働日数
これは当然、顧客の要求する注文数に適っていなくてはならない。
現状作業のやり方を"表(オモテ)"にすることを意味する。作業方法・時間等を明らかにし問題点を洗い出す改革の第一歩である。これをもとに改革をし、標準作業を設定することになる。一度設定した標準作業に問題点があれば再び表準作業を繰り返す。
関連用語: 標準作業
標準作業を実践するにあたって、目安となる作業票の1つ。タクトタイムを基準として、人と機械の仕事の時間的経過を表にするためのものである。作成手順は次のとおり。
①タクトタイムを赤線で引く
②サイクルタイムから1人でできるか否かの見当をつける部品別能力表で分析した手作業時間と歩行時間の合計から判断する
③作業内容を工程順に記入
④手作業・自動送り・歩行時間数をそれぞれ記入
⑤④の数値を表にグラフ化
(注)自動送り時間がタクトタイム(赤線)を超える時は、その分を0秒(スタート)の位置から引く
⑥作業の組み合せをチェックする。「手待ちのムダ」等の問題点を洗い出す
⑦票どおりに作業ができるか実践・確認する
関連用語: 標準作業票
目で見る管理の道具の1つで、あらかじめ決められた標準作業が正しく行われているかどうかを、随時確認するために提示される。工程レイアウトや作業手順をひと目でわかるように"図"で表し、通称"歩行図"とも呼ばれる。
一般には、作業における"人・物・機械"の時間的経過・移動を表にした「標準作業組合せ票」と対で用いられる。またこれらは各作業者ごとに作成される。記入項目は以下のとおり。
①作業順序...作業順に機械配置図にNo.をつける。これを実線で結ぶ(なお工程の最初と最後は破線)
②品質チェック...品質チェックの必要な機械に印をつける
③安全注意...安全・保全面で注意の必要な機械に印をつける
とくに刃具
④標準手持ち...手持ちが必要な箇所に印をつける
⑤タクトタイム/サイクルタイム
⑥正味時間...標準作業手順に従って行った時の作業時間。これには、品質チェックや治工具交換時間は含まない
⑦標準手持ち数...最低限必要な手持ち数量。自動送り・人離しの物は1つに数える
⑧分解番号...複数の作業者でワークを完成させる場合必要である
各工程の作業者に対し、標準作業に従って的確に作業が行えるように、そのやり方・注意点を明記した作業指導書のことをいう。
主要項目には次のものがあげられる。(図115)

図115 ●記入例『ジャストインタイム生産革命指導マニュアル』、p.704より
①作業内容...作業方法を具体的に記入
②品質...チェック方法・計測方法等品質面について記入
③急所...作業上のポイント、安全面等も記入
④正味時間...作業の正味時間を記入
⑤右図欄...標準作業票と同様に記入
標準作業の3要素の1つで、作業上、最低限必要な工程内の仕掛品の個数を指す。機械に取り付けてある分(自動送り・人離しの状態)もこれに含む。他の2要素、タクトタイム・作業順序も考慮し、現場での実際の物造りを分析して決められる。
関連用語: 手持ち数
標準作業の目安となる作業票の1つ。工程ごとに、部品の加工状況を明らかにするための表である。
チェックする主要項目は次のとおり。
①機番...使用する機械番号を記入
②手作業時間...人の手作業の時間、分と秒で記入
③自動送り時間...機械の起動後の加工時間、分と秒で記入
④完成時間...手作業時間と自動送り時間の合計を記入、ただし、並列作業の場合はどちらかの最大時間となる
⑤1個当たり交換時間...交換時間÷交換個数
⑥図示時間...作業形態、直列作業か並列作業かを記入