ポカヨケを実践するうえでの、基本的仕組みの1つ。
不良につながる何らかの異常が発生した場合、機械設備の働きや機能を停止させて、不良を未然に防ぐことを意味する。
関連用語: 不良停止
ポカヨケを実践するうえでの、基本的仕組みの1つ。
不良につながる何らかの異常が発生した場合、機械設備の働きや機能を停止させて、不良を未然に防ぐことを意味する。
関連用語: 不良停止
組立工程等において、誤って仕様とは異なる品物を取り付けてしまうことをいう。1日数回の品種切り替えがある場合に、作業者の“ポカミス”として起こりやすい。不良1次原因としてとらえられる。
作業場に多品種の部品が混在していることが要因となることが多い。たとえば、回転式の部品ラックを作成し部品を整理・整頓する。品種ボタンを押して必要な部品だけが取り出せる仕組みを作る等の改革・改善が考えられる。
加工不良の1つで、本来ならば完成品に付加しなければならない加工がなされていないことを指し、「加工モレ」とも呼ばれる。いわゆる作業の手落ちで、ある工程ごとすっかり飛ばしてしまっている「工程落ち」と、工程内のある作業だけを忘れてしまう「作業落ち」とがある。穴あけ作業の穴個数不足等が代表例。「加工落ち」は不良原因のワースト1にあげられている。
関連用語: 加工ミス
手順どおりに決められた加工をしたが、間違えた加工をしたり加工の精度が100%出ていなかったり、加工自体に支障があった不良のことをいう。
たとえば、ボール盤を使った穴あけ工程で、ドリルの入り込みが不完全のまま戻してしまう等、作業の良・不良を作業者の勘に任せているケースが多い。まず良品の基準を明確にし、設備機械にリミットスイッチ等を使い、不良を警報する仕組みを取り入れる必要がある。
関連用語: 加工落ち
一般に誤りがないか調べることをいい、個々の品目の良品・不良品、またはロットの合格・不合格の判断を下すことをいう。取り扱う品目ごとに各種の方法を用いて測定した結果と判断基準とにより良否を決める。製造過程における位置づけから、受入検査、工程検査、最終検査、出荷検査の4つに分けられる。
検査は、不良を顧客に流さないための、いい換えれば"100%良品"を生み出すための作業でなくてはならない。もちろん全数検査が望ましい形である。
実際には、大ロット生産時代から、合理的と謳った統計学による「抜取検査」が横行している。これは形式だけの、"手抜き"検査である。不良ゼロは適えられない。
また検査の内容は不良とミスのレベル、諸対応策によって次のようにも区分けできる。
①無検査...実施していないか、形式だけのもの不良が社外に流れていてクレームに追われる
②分別検査...良品と不良品を分ける検査クレームは減るが不良は減らない
③情報検査...不良が出たら、それをフィードバックして、不良が出ないようにするバッチでの不良対策では、代表的不良対策しかとれない
④自主検査...工程内で検査し、その場で不良対策をする工程外に不良を流さず、かつ二度と不良を出さない
⑤源流検査...人間が仮にミスをしても、不良につながらない仕組みにするミスをしても不良とならない強い体質になる
不良ゼロを実現するためには、"不良をつくらない検査"、不良の原因を断ち切る"源流検査"を実施すべきである。
不良となる原因を突き止め、同じミスを二度と起こさないような仕組みを作業工程内や機械の中に組み込む。その仕組みの過程で検査が同時進行する。この"不良をつくらない検査"を"源流検査"と呼ぶ。
関連用語: 不良ゼロ
ポカヨケ検知機器のうち、非接触式に分類される。対象物としては、光を通さない物体だけでなく、光を通す物体も扱うことができる。検知方法には、2個の光電スイッチ間の光を遮断して検知する「対向方式」と、反射光を利用する「反射方式」がある。(図32、図33)
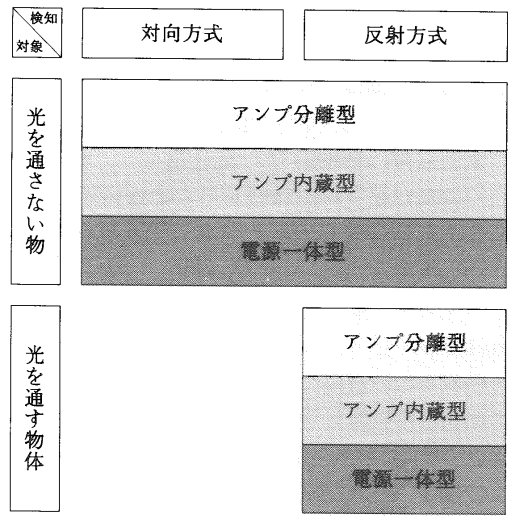
図32 光電スイッチの対象・検知・機能の関連
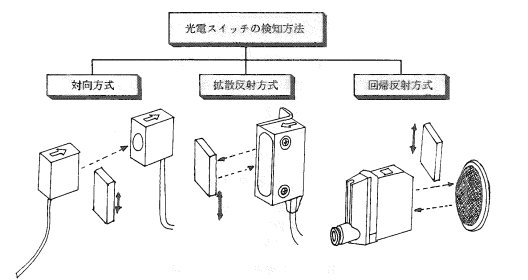
図33 光電スイッチの検知方法