段取り改革・改善における"治工具交換・簡素化"の1手法である。交換作業の中でもっともムダなのは、ボルトの取り外し・取り付け。ボルトをなくすことがベストであるが、どうしてもボルトが外せない場合、「小ナット」「Cワッシャ」「ダルマ穴」等の工夫をして、「ゆるめて取り外し、1回転で取り付け」を可能とする。これを「1回転締め」という。内段取り改革・改善に位置づけられる。
段取り替え: 2008年1月アーカイブ
一発段取りとは、一発切り替えともいわれ、段取り替えで発生するいろいろな作業をすべてワンタッチの動作で行うことをいう。これは段取り替え時間を限りなくゼロに近づけることを意味し、100秒未満を一般に一発段取りと呼ぶ。
これを実現するための段取り替え改革には、以下のような「段取り替え5つのゼロ化」がある。
①歩行のゼロ化
②内段取りのゼロ化
③ボルトのゼロ化
④直列作業のゼロ化
⑤調整のゼロ化
関連用語: シングル段取り
段取り替え作業をワンタッチ化する1方法。テープレコーダの"カセット"挿入・取り出しを応用した仕組みで、固定方法が簡素化される。金型の標準化やピンによる嵌合など、取り付け部の形状を改善する。ボルトゼロ、位置決め調整ゼロともなる。
プレスの金型や成形機の型取り付け・取り外しに用いられる。
関連用語: ボルトゼロ
工場改善コンサルタントの新郷重夫氏の提唱による段取り替えの名称で、10分未満で内段取りを行うことをいう。段取り改善の時間短縮の1対策。多品種少量生産かつ短納期という市場のニーズには分単位、秒単位で段取り替えをすることが必要である。
関連用語: 一発段取り
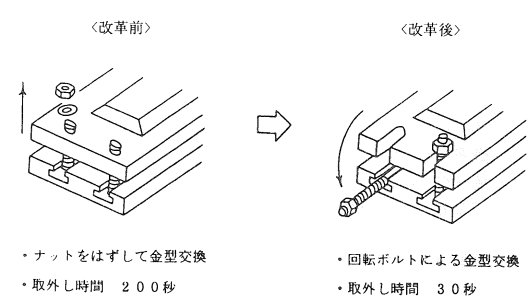
ボルトを外さずに刃物や型を替える手法の1つ。ボルトを少しゆるめ、刃物や型を少し回転させて外す。取り付けはこの逆。型等の交換作業時間の短縮ができる。(図91)
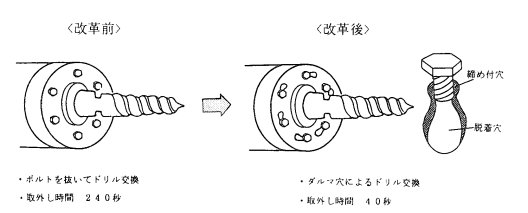
図91 ボルトを取り外さない改革
品種や工程内容が変わる際生じる段取り作業のことをいう。プレスの金型、成形やドリル等の治工具の取り替え、精密切削加工や化学装置の基準調整、変更それに組立部品や部材の切り替え、製造前の作業内容確認や掃除もこれに含まれる。
段取り替えは、従来熟練技能者が時間をかけて行うものという固定観念があって、その煩わしさからまとめて造ろうとするダンゴ生産に陥ってしまう傾向がある。しかし、この作業に要する時間の短縮や工数の低減、作業の標準化等の"段取り改革・改善"はJIT実現の決め手にもなっている。
以下がその手順とポイントである。
①段取り作業の分析
段取りの仕組みを明らかにする→段取り替え実績表、段取り作業分析表→オモテ化
②段取り替えのムダ取り
段取り作業は通常、「内段取り」「外段取り」「ムダ」の3つに分けられる→ムダ取り
③内段取りの外段取り化
④内段取り改革・改善→カセット方式、ボルトレス、並列段取り替え
⑤外段取り改革・改善→専用台車化、段取り工の設定、5Sのうち整理・整頓
一般に、"段取り替え時間"とか"段取り時間"といった場合には、内段取り替え時間を指すことが多い。
内段取り替え時間とは、現在の加工が終わった時から、次の加工の最初の良品が出るまでの時間をいう。本来の意味の段取り替え時間とは、内段取り時間と外段取り時間の総和を示す。
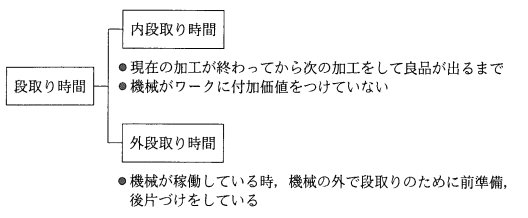
関連用語: 段取り時間
段取り改革・改善を図るための記録表。工程・品種ごとに費やしている段取り替え時間を記録していき、どの作業にもっとも時間がかかっているか、弱点を見つけ出し改革案を出すための表。(図92)
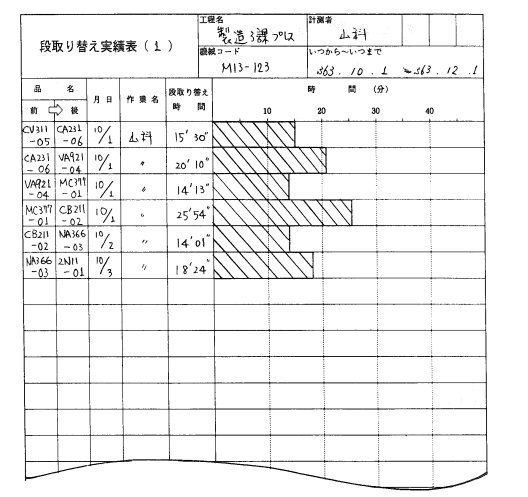
図92 ●記入例『ジャストインタイム生産革命指導マニュアル』、p.690より
総じて段取り替えを行う作業者のことをいう。
段取り作業の中でも基準変更による調整作業等は、従来から熟練を要すると考えられ、その段取り工は専門職とされることが多かった。しかし大方の調整作業は、人の目視と勘で判断することが多く、試し加工が必要となったり、時間のロス、誤差による不良発生、手待ちのムダ等を生む。
切り替えゼロを実現し、段取り作業による低コストを図るためにも、作業の標準化、調整作業なしの仕組み作り、そして全作業者を"段取り工化"することが大切である。
関連用語: 段取り替え
段取り改革・改善の第一歩は現状の段取り作業を把握することから始まる。その分析内容を明記したものを「段取り作業分析表」という。個々の作業者の作業内容をできるだけ詳細に記入する。1つの作業に対して、改革案が複数になるようでは分析が甘い。ここでキーポイントとなるのは、段取り区分の分類である。「内取り」か、「外段取り」か、それとも「ムダ」か。区分を明確にすれば、改革内容も具体的に展開しやすい。たとえば、「ムダ」→「ムダ取り」、「内段取り」→「外段取り化」「ボルトレス」「カセット方式」「並列作業」等、「外段取り」→「5S」「専用台車化」「段取り工の設定」等。
さらに複数作業者の作業関連を観るためには「公開段取り時間表」を作成し、職場全体の段取り作業の改革を行う。(図93)
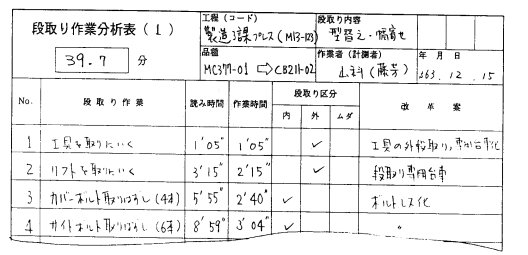
図93 ●記入例『ジャストインタイム生産革命指導マニュアル』、p.690より
段取り替え作業の専用台車。台車の棚に、その段取り替えで必要な治工具類を常時セットしておけば、探すムダがなく作業効率も上がり、また作業台として使うことも可能である。
こうした運搬用具の専用化は、運搬という動作を最小限とし、作業工程の一環としてライン化・流れ化を実現する。なお、運搬用具は運ぶ物の大きさに合わせて選ばなくてはならない。
外段取り改善の1手段でもある。(写真23)
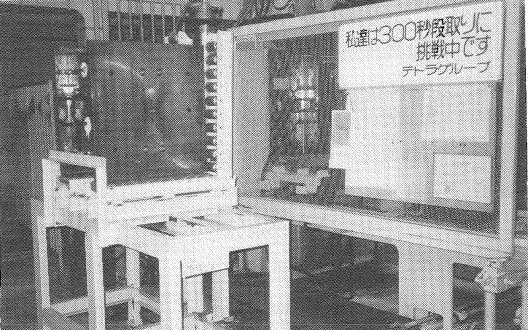
写真23 段取り専用台車
段取り作業にかかる費用を示す。内訳は、製造事務作業費、機械段取り費、材料ロス、取り外し費用等。「経済ロット」を算出するための要素でもある。つまりこの段取り費用を削減すればするほど、小ロットとなり平準化生産に近づくことを意味する。
関連用語: 在庫維持費用
段取り作業の1つで、設備機械等の基準を変更するための作業を意味する。一般にこの調整作業は「熟練工でなければ」という固定観念から特別視され、個々の作業者に頼る傾向が見られる。しかし大方、作業に基準はなく目と勘で調整されている。
たとえば、以下のようなものがあげられる。
●金型の位置を調整する
●シャットハイトの高さを調整する
●締め付けの高さを調整する
●送りローラーの厚み、幅を調整する
●コンベアの幅を調整する
これらは、実際には付加価値とは何ら関係はなく「ムダ」といえる。段取りの時間短縮のためにも、調整作業の撤廃が望ましい。
標準作業の中で用いられ、人や機械が直列的に作業することをいう。通常は人の作業(主に準備作業)が先行し、その完了に引き続いて機械の作業が始まる。付加価値はそれぞれ個別につけることとなる。完了時間は人の作業時間(手作業)と機械の作業時間(自動送り)の合計。(図95)
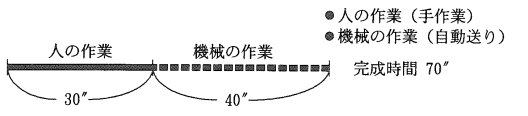
図95 直列作業
関連用語: 直列段取り替え
標準作業の中で用いられ、人や機械が並列的に作業することをいう。人と機械が共同で1つの付加価値をつけることになる。作業が完全に並ぶ場合の「完全並列作業」と、一部分だけ並列で他は単独で作業する「部分並列作業」の2とおりがある。完了時間は前者は各作業時間中で最大にかかった時間をいい、後者は各作業時間の合計から並列している時間を引いたものをいう。(図123)
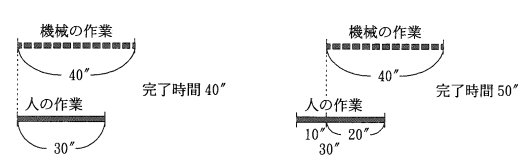
図123 完全並列作業と部分並列作業
関連用語: 並列段取り替え
段取り替えの治工具交換において、最大のムダはボルトの取り外し・取り付けである。ボルトを使わない=ボルトゼロの作業に改革すべきであり、このことで段取り時間が大幅に短縮できる。オートクランプ(QDC)、レバー締付具、キャビティ部の交替によるカセット化、ノックピン等の方法がある。
関連用語: カセット方式