製造リードタイム、在庫レベル、生産ロット数、生産回数等の関係をひと目でわかるようなグラフ。図146のように、縦軸に数量、横軸に期間をとり、破線が受け入れ数、実線は払い出し量を表す。受け入れ数と払い出し量が離れるほど、製造リードタイムが長く、製造リードタイムが長いほどに仕掛在庫量が増加する。従って、製造リードタイム=仕掛在庫日数 仕掛在庫量=製造リードタイム×1日当たり生産量 という関係式が成立する。製品在庫や材料在庫も同様であり、在庫量を半分にするには、リードタイムを半分にする必要があるが、このためには出荷ロット数を半分にして、出荷回数を2倍にすることで対応できる。
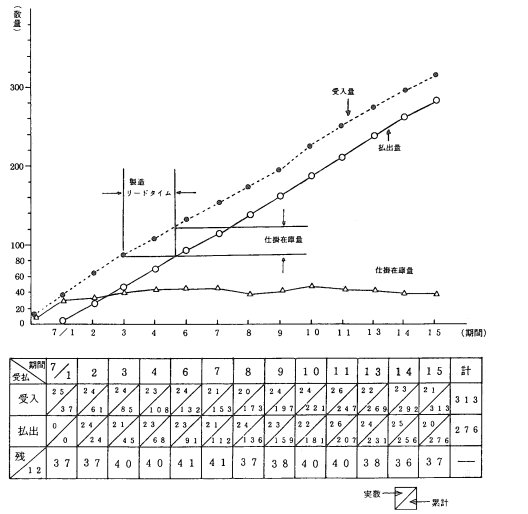
図146 流動数曲線
関連用語: 停滞ゼロ
コメントする