「もう1つの自働化」では、不良の出ない仕組みを"物の流れ"でとらえた、不良の流れない仕組み・造り過ぎない仕組みを展開させる。フルワークシステムはその代表例。
組立過程のコンベアライン内における2点を、それぞれA=前工程・B=後工程で設定する。A点にワークが有りかつB点にワークが無しで流れる、いわゆる「引っ張り生産」を正常とし、
P.234
異常事態が発生した場合は、A、B2点のいずれかで制御(リミットS/W)する(具体的には「AB制御」を参照)。これがなされれば、欠品・過剰在庫がなく常に1個ずつ流れる"清流"となり、「"濁流"の出ない仕組み」ともいい換えられる。
また流れ生産の同期化においても有効である。(図118)
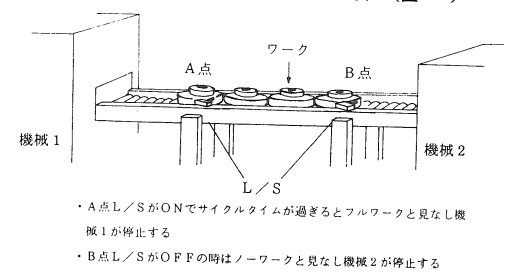
図118 機械加工ラインでのフルワークシステム
関連用語: AB制御
コメントする